
Porosity is a common yet essential issue in low-pressure die casting (LPDC). It refers to tiny holes or voids within the casted material, compromising its structural integrity and performance. These imperfections may seem minor, but they can significantly weaken components, reduce aesthetic quality, and lead to product failure in demanding applications. Low-pressure die casting is widely used in different industries due to its ability to produce intricate shapes with excellent dimensional accuracy.
However, porosity can undermine these advantages, especially in high-strength and durability components. Porosity occurs due to various factors, including gas entrapment, improper cooling, or alloy inconsistencies. To address these issues, manufacturers must identify the root causes and implement targeted solutions throughout the casting process. This guide explores the key causes of porosity in LPDC and provides practical solutions to eliminate it.
What Is Porosity in Die Casting?

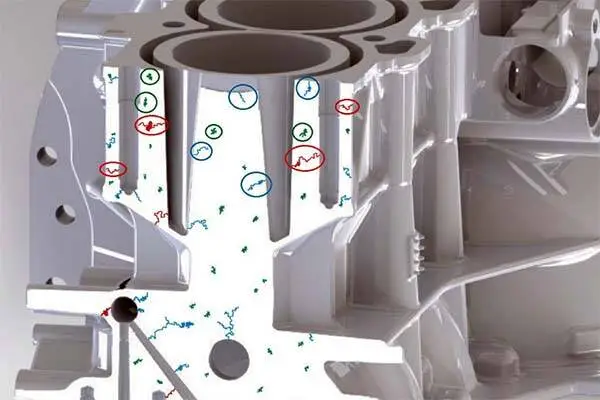
Porosity in die casting refers to the formation of small holes, voids, or air pockets within a casted part. These imperfections are caused by trapped gases or shrinkage during the cooling and solidification process. Porosity can range from microscopic, barely visible voids to larger cavities that significantly affect the part’s integrity.
In low-pressure die casting, molten metal is injected into a die under controlled pressure, which helps create precise and high-quality parts. However, despite the controlled environment, porosity can still occur due to improper material flow, gas entrapment, or uneven cooling. The presence of porosity weakens the part’s mechanical properties, reduces its load-bearing capacity, and may even result in leaks or cracks over time.
Porosity is categorized into two main types:
- Gas Porosity – Caused by trapped gases such as air, hydrogen, or other elements during the casting process.
- Shrinkage Porosity – Occurs when the metal shrinks as it cools and solidifies, leaving behind voids due to inadequate material to fill the shrinking volume.
Causes of Porosity in Low-Pressure Die Casting

Here are the possible causes of porosity in low-pressure die casting:
Gas Entrapment During the Casting Process
One of the most common causes of porosity is the entrapment of gases within the molten metal. Air can become trapped when molten metal is poured too quickly or if turbulence occurs during the mold’s filling. Also, hydrogen gases may dissolve in molten metal due to its interaction with moisture or improper degassing techniques. When the metal solidifies, these gases are released, forming tiny voids within the casting.
Inadequate Venting of the Mold
In low-pressure die casting, molds must have proper venting systems to let air and gases to escape as the molten metal occupies the cavity. If the mold is poorly vented, trapped air cannot escape, leading to gas porosity. Insufficient or clogged vents create high-pressure areas where gas pockets can form and compromise the structural integrity of the casted part.
Improper Alloy Composition
The composition of the alloy being used can also contribute to porosity. Certain alloys are more prone to gas absorption, mainly if they contain elements like magnesium, which reacts with moisture to release hydrogen. Low-quality alloys or impurities within the material can also lead to inconsistent solidification, increasing the likelihood of shrinkage porosity.
Inconsistent Cooling Rates
Uneven cooling during the solidification process can cause shrinkage porosity. When some areas of the casting cool faster than others, the metal contracts unevenly, creating voids in regions where the molten metal fails to refill the shrinking areas. This issue is especially common in castings with thick and thin sections, as these sections cool at different rates.
Poor Mold Design or Die Maintenance
The design and maintenance of the mold play a crucial role in reducing porosity. A poorly designed mold can lead to irregular metal flow, turbulence, and improper solidification patterns. Over time, worn-out dies may also develop surface irregularities or contamination, which can affect the quality of the casting. Both scenarios increase the chances of porosity in the finished product.
Inadequate Pressure Control
Low-pressure die casting relies on consistent and controlled pressure to ensure smooth metal flow into the mold cavity. If the pressure is too low, the molten metal may not fill the mold, leading to shrinkage voids. On the other hand, excessive pressure can cause turbulence, increasing the likelihood of gas entrapment. Precise pressure control is essential to maintain casting quality and reduce defects.
Solutions to Minimize Porosity in Castings
The following solutions are essential for reducing defects and producing high-quality castings:
Optimizing Venting Systems in Molds
Proper venting is crucial to ensuring that trapped air and gases can escape as the molten metal fills the mold cavity. An efficient venting system reduces the risk of gas entrapment, one of the leading porosity causes. Vents should be strategically placed where gas buildup is most likely to occur. These vents allow air to exit smoothly while preventing molten metal from escaping.
Mold design should incorporate sufficient venting at key locations, especially in complex or intricate parts with narrow sections where air may get trapped. Additionally, ensuring that the vents are not clogged or damaged is essential. Regular maintenance and cleaning of the mold’s venting system will help maintain optimal performance and reduce the chances of porosity.
Improving Alloy Quality and Composition
The composition of the alloy used in low-pressure die casting can directly affect the formation of porosity. It is important to use high-quality alloys with minimal impurities to minimise defects. Alloys more prone to gas absorption, such as those containing magnesium, should be carefully monitored during the casting process.
In some cases, adding certain elements to the alloy can improve its resistance to porosity. For example, adding silicon or other alloying elements can help reduce the chances of gas absorption and shrinkage. Additionally, degassed or deoxidized metals can lower the risk of hydrogen porosity.
Degassing the Molten Metal Effectively
Degassing is one of the most effective ways to eliminate gas-related porosity in die casting. When molten metal absorbs gases like hydrogen, bubbles can form within the material as it solidifies. Degassing removes these dissolved gases before casting to prevent porosity.
The process typically involves introducing inert gases like argon or nitrogen into the molten metal to displace the unwanted gases. Mechanical or chemical degassing methods can also be used, depending on the specific needs of the casting process. To improve the effectiveness of degassing, the molten metal should be kept at the right temperature, and the degassing procedure should be performed for the appropriate amount of time.
Controlling Cooling Rates and Solidification
Cooling rate control is critical to minimizing shrinkage porosity. When molten metal cools too quickly or unevenly, it can lead to shrinkage voids, particularly in thicker areas of the casting. To prevent this, manufacturers can optimize the mold temperature and the cooling system to ensure uniform solidification across the part.
Slow and controlled cooling in the thicker sections of the mold ensures that the metal has time to contract and fill any voids that may form as it solidifies. Adding cooling channels or using molds made from materials with higher thermal conductivity can help promote even cooling.
Ensuring Proper Pressure Control
Low-pressure die casting relies on precise pressure control to ensure that molten metal fills the mold cavity without causing turbulence. If the pressure is too low, the metal may not fill the mold properly, leading to shrinkage voids. On the other hand, excessive pressure can cause turbulence, increasing the likelihood of gas entrapment.
Manufacturers should carefully monitor and control the pressure applied during the casting process to minimise porosity. This can be achieved by using automated systems that regulate pressure and ensure it remains within an optimal range. Adjusting the pressure at different stages of the casting process, such as during filling and solidification, can further reduce the chances of porosity formation.
Maintaining Mold and Die Quality
The design, maintenance, and condition of the mold or die are integral to minimizing porosity in castings. Poorly designed molds can lead to uneven metal flow, trapping air or creating voids in the final casting. Regular inspection and maintenance of molds are crucial for preventing defects.
Mold wear and contamination can also contribute to porosity. To prevent this, molds should be cleaned regularly, and worn parts should be replaced or repaired. High-quality, well-maintained molds ensure that molten metal flows smoothly, reducing the chances of gas entrapment and shrinkage voids.
Using Higher-Quality Gating and Riser Systems
The gating and riser systems in low-pressure die casting control the flow of molten metal into the mold. A poorly designed gating system can cause turbulence, which may trap air and result in gas leaks. The gating system should be designed to minimise this risk for smooth and controlled metal flow.
Risers, which allow the molten metal to flow into the casting as it solidifies, are also essential for preventing shrinkage porosity. Proper riser placement es that the metal can fill the mold without leaving voids.
Conclusion
Porosity is a major challenge in low-pressure die casting, affecting the quality and strength of castings. It can be caused by gas entrapment, improper mold venting, and inconsistent cooling. However, these issues can be minimized by optimizing venting, controlling cooling rates, using high-quality alloys, and ensuring proper degassing and pressure control.
By addressing these causes and implementing best practices, manufacturers can reduce porosity, improve product quality, and enhance overall efficiency in the casting process. With the right approach, porosity-related defects can be minimized, leading to stronger, more reliable castings.



